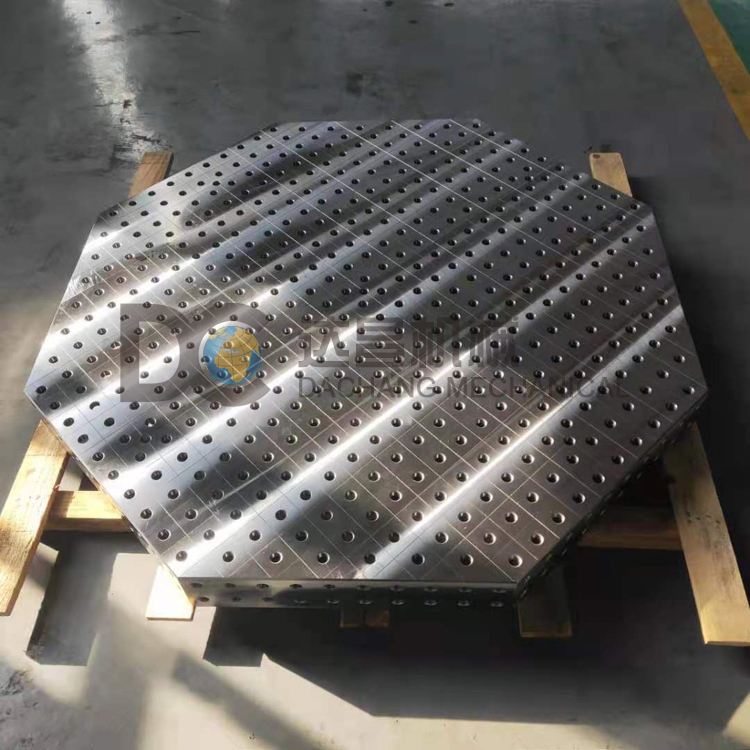
铸铁平板的表面精度是通过人工刮研完成的
2019年09月26日
新闻详情
铸铁平台刮研是利用刮刀,基准表面,测量工具和显示剂,以手工操作的方式,边刮削加工,边刮点测量,使工件达到工艺上规定的尺寸,几何形状,表面粗造度和密合行等要求的一项精加工工艺。由于所使用的工具简单,加工余量小,而能达到的精度却非常高,因此广泛地应用在机械制造及修理中,近年来,由于生产技术的发展和机械加工方法的改进。对于尚未具备导轨磨床的工厂,对机床导轨的精加工或对大型和精密机床导轨的修理时,刮研仍然是一种重要的方法。
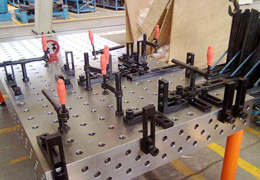
铸铁平板的表面精度是通过人工刮研完成的,而人工刮研也是有技巧的,就拿刮研姿势而言以右手握刀柄,手心向上,左手握刀身距刀约35~50mm处,大拇指压在刀上,四指卷入刀下尽量使掌心贴近刀身。左手的动作,主要是下压,指挥方向,找正下刀的部位;右手握住刀柄,使刀身和铸铁平板成的角度,向前推时左脚前跨,上身向前倾偏斜,以增加左手的压力,并方便观察刀前的情况,在右手前推时左手和腰部应稍扭动,以增加推力,否则只靠右臂刮研。刮研时刀身与铸铁平板所成的夹角以-25°。
铸铁平台粗刮若工件表面比较粗糙、加工痕迹较深或表面严重生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程较长;细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着方向刮,刮完一遍,刮二遍时要成45度或60度方向交叉刮出网纹。精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀常用于检验工具、精密导轨和紧密工具接触面的刮削。